“`html
What Router Bit Chatter Actually Sounds Like
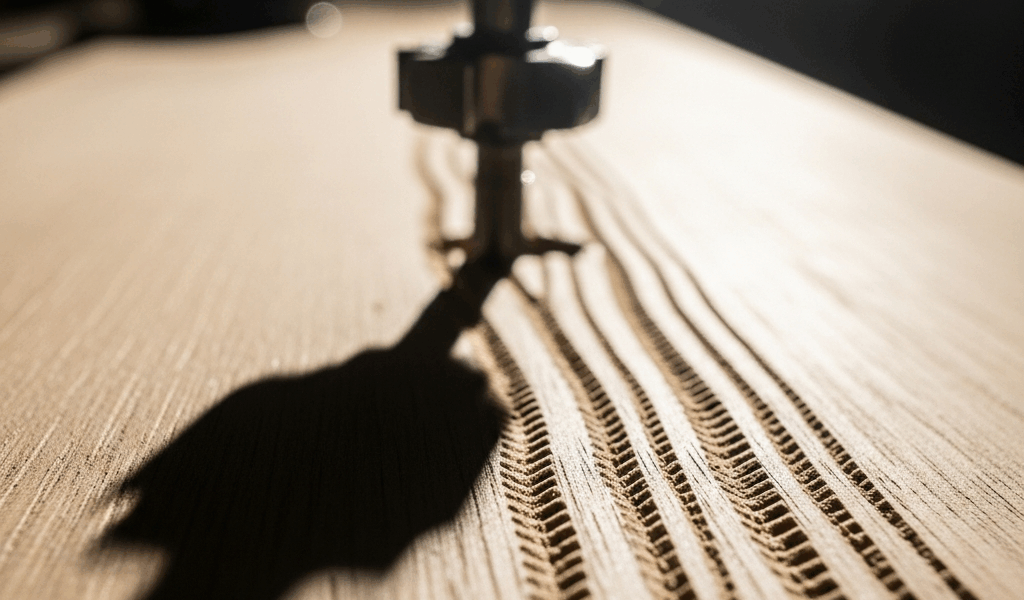
Router bit chatter marks in wood—they’ll stop a project dead. I’ve spent enough time at the workbench to recognize it immediately. That high-pitched vibration, the telltale scalloped ripples across the cut surface, usually most visible where the bit exits. It’s not the normal whine of a spinning router. Not even the occasional buzz from a loose fence. Chatter is rhythmic. Repetitive. Maddening, honestly.
Beyond aesthetics, this matters: chatter dulls bits faster, stresses your router’s bearings, and creates a legitimate safety hazard. A chattering bit can grab, kick back, or snap under load. More immediately—you’re left with surface tearout that sanding won’t fully hide. Especially on figured grain or walnut, where those marks catch light at every angle.
I learned this the hard way. Making edge banding on 3/4-inch red oak, thought I’d just power through with a worn 1/4-inch roundover. Twenty feet of scalloped garbage later, I realized I wasn’t hearing normal router noise. That’s when it hit me: normal sound is consistent, smooth, almost boring. Chatter interrupts that pattern with vibration you can feel through the baseplate.
Check Your Spindle Runout First
Spindle runout is where diagnosis should begin — at least if you want to actually solve the problem instead of guessing. This is the measurement of wobble at the router spindle tip when you’re not cutting anything. A small amount is normal. Under 0.005 inches total indicated runout (TIR)? You’re fine. Anything beyond 0.010 inches? That creates chatter in most situations.
You’ll need a dial indicator to measure it properly. Harbor Freight carries them for $12–18. Not fancy, but accurate enough. Insert a straight bit in your collet, tighten the collet nut normally, then hold the dial indicator so the needle touches the bit shank near the tip. Rotate the spindle by hand slowly and watch the needle swing. That total swing is your TIR. Write it down.
Don’t have a dial indicator? Probably should have opened with this section, honestly. Use the visual method instead. Mark the bit shank with a Sharpie at the lowest point. Spin the router slowly by hand and watch how much that mark wobbles. If it moves noticeably, you’ve got runout. This isn’t precise — far from it — but it’s better than guessing.
Runout comes from three places: a worn spindle bearing, a bent collet, or a burr inside the collet. A worn bearing gets expensive (router replacement in most cases — professional repair rarely makes sense). A bent collet costs $8–15 to replace. A dirty collet with debris? Free to fix.
When runout exceeds 0.010 inches, it’s almost always the primary culprit. Below 0.005 inches? Look elsewhere first.
Bit Sharpness and Wear Diagnosis
A dull bit doesn’t automatically chatter. I’ve made okay cuts with genuinely dull bits — they burn, they’re slow, but they don’t necessarily vibrate. Chatter from dullness usually means edge buildup or microchips caught on the cutting edge instead.
To inspect properly, remove the bit and grab a 10x magnifying glass (or just use your phone camera zoomed in on a bright surface). Look at the cutting edges, not the flute. A sharp edge catches light cleanly. A dull edge shows a flat wear land — that tiny silver stripe running along the blade. If you see buildup that looks like shellac or caramel coating the flute, that’s edge buildup from heat and oxidation, not dullness.
Edge buildup gets worse with pine, plywood, and MDF because of resins. Worse with slow feed rates in dense hardwood. The buildup vibrates as it peels away, creating chatter. You can sometimes clean it off with a brass brush and mineral spirits, but honestly? It’s a sign the bit needs retirement.
Microchips—tiny fractures in the cutting edge too small to see without magnification—are the sneaky culprit. You can have a seemingly sharp bit that chatters because there are microscopic missing pieces. This happens when you hit a nail, a knot with a hard shell, or when you feed too fast and the bit temperature spikes.
Skip the bit resharpening services for standard bits. Unless the bit costs more than $40, replacement is faster and cheaper than a 3-week turnaround. For standard 1/4-inch and 1/2-inch bits running $15–25? The math is simple.
Feed Rate and Climb Cut Mistakes
Chip load is the thickness of wood each tooth removes per pass. The formula looks complicated — (RPM × Number of Flutes) ÷ Feed Rate in inches per minute — but you don’t need to calculate it perfectly. You just need to understand the principle.
Feed too fast and the bit can’t evacuate chips. It gets clogged. Chatter starts. The sound gets worse because now you’re fighting multiple jams per rotation. Feed too slow and dwell time increases — friction overheats the edge, causing microchips to fracture. That’s chatter too, but different quality. More of a grind-and-vibrate sound.
For 1/4-inch straight bits in hardwood at 24,000 RPM (typical fixed-base router speed), aim for roughly 60–90 inches per minute feed rate. In softwood, 120–150 IPM works. These aren’t absolute numbers — they’re starting points you adjust by ear and feel. If the router sounds panicked and compressed, you’re too fast. If it sounds strained and hot, you’re too slow.
Climb cuts—feeding the bit opposite to rotation—create a completely different problem. The bit wants to pull itself forward, which sounds like chatter but feels more like loss of control. Climb cuts have their place (final finishing passes on figured grain), but only with perfect spindle runout and a very sharp bit. If you’re dealing with chatter, climb cuts will make it worse, not better.
Hardwoods like maple and cherry demand slower feed rates than you’d use in pine. Figured grain (curly maple, quilted mahogany) demands even slower. I typically reduce speed by 25 percent when working with anything that’s going to be finished bright.
Router Collet and Bit Seating Issues
A dirty collet is the easiest fix you’re probably ignoring. Over time, dust, resin, and shavings pack inside. The bit doesn’t seat fully. It rocks slightly during rotation. That’s chatter.
Clean the collet with compressed air first. Use the air needle to spray inside from different angles. Then grab a brass brush (never steel—it damages the collet taper) and gently scrub the inside. A cotton swab with mineral spirits works too for resin buildup.
Bit insertion depth matters more than most woodworkers realize. The bit should insert at least 1.5 inches into the collet. Less than that and you’re essentially clamping a lever. More than 3 inches and you’re wasting grip. Insert the bit, hand-tighten the collet nut, then tighten another quarter-turn with your collet wrench. Not a full turn. Quarter-turn.
Signs of a failing collet: visible wear marks around the taper, bits that slip during cuts, or chatter that stays present even when you’ve fixed everything else. Replacement collets run $8–20 depending on your router model. It’s insurance worth buying.
Dust collection helps too. Debris around the collet area works into the fit. If your router has a dust collection port, use it. Even a shop vac held near the work reduces the gunk that ends up in the collet.
Quick Fixes to Try Right Now
1. Clean the collet (5 minutes, 95% chance of improvement if this was the issue). Compressed air plus brass brush. Reinsert bit with proper depth. This solves 40 percent of chatter complaints I’ve encountered in other woodworkers’ shops.
2. Reduce depth of cut by 50 percent (2 minutes, 70% chance of improvement). Take 0.100 inches instead of 0.200 inches per pass. Lighter load means less vibration energy. You’ll need extra passes, but chatter often disappears. This buys you time to diagnose the real cause.
3. Adjust feed rate slower (immediate, 65% chance). If you were moving the router fast, slow down by a third. Listen. If faster makes it worse, you had a feed rate problem. If slower makes no difference, it’s not that.
4. Replace the bit (cost: $15–25, 60% chance if original bit is over a year old). Don’t overthink this. If you’ve had a bit longer than six months and use it regularly, replace it. Microchips you can’t see will wreck your day.
5. Check spindle runout with a dial indicator (15 minutes, 85% diagnostic accuracy). If TIR exceeds 0.010 inches, suspect collet damage or bearing wear. If it’s clean, move to other causes.
Run these in order. Most chatter gets solved in the first three steps. If you hit step five and runout is acceptable, you’ve narrowed the problem enough to make real progress instead of guessing.
“`



Stay in the loop
Get the latest the workshop journal updates delivered to your inbox.